-
Зона развития Синьци, Лелю, Фошань, Гуандун

Как клеить акриловые листы: Руководство эксперта и советы по безопасности
Оглавление
Введение: Почему акриловый бондинг требует профессиональных навыков?
Акриловый лист (PMMA) - один из самых популярных полимерных материалов в XXI веке, и ожидается, что в 2027 году объем его мирового рынка достигнет US$8 миллиардов. От винтовой лестницы во флагманском магазине Apple до гигантского смотрового окна в аквариуме Дубая - профессиональная технология склеивания акриловых листов позволила добиться бесчисленных удивительных инженерных чудес. В этой статье мы объединим результаты последних исследований Лаборатории материалов Массачусетского технологического института и практический опыт экспертов отрасли, чтобы систематически проанализировать 10 основных моментов акрилового склеивания и помочь вам овладеть этим ценным профессиональным навыком.
1. Материальное познание
Свойства акрила определяют выбор метода склеивания
Поверхностная энергия акриловый лист может достигать 38-39 мН/м, что напрямую влияет на выбор клея. Клей на основе растворителя обеспечивает слияние на молекулярном уровне за счет растворения молекул поверхности, в то время как УФ-клей использует световое отверждение для создания механической фиксации. Советы профессионалов: Клей на основе растворителя Weld-On 4 предпочтителен для толстых пластин (>3 мм), а клей IPS Weld-On 16 с УФ-отверждением рекомендуется для тонких пластин.
Три золотых стандарта для проверки качества пластин
- Проверка пропускания: Пропускание высококачественный акрил должен быть ≥92% (стандарт ASTM D1003)
- Стресс-тест: Используйте детектор поляризованного света для наблюдения за распределением напряжений (см. руководство по контролю пластмасс TAP)
- Допуск на толщину: Погрешность толщины плит промышленного класса должна контролироваться в пределах ±0,1 мм (спецификация производства акрилайта).

2. Подготовка к склеиванию
Пятиэлементная система экологического контроля
| Элементы | Стандартные значения | Инструменты для осмотра |
|---|---|---|
| Температура | 18-25℃ | Цифровой термометр и гигрометр |
| Влажность | 40-60% RH | То же, что и выше |
| Концентрация пыли | <1000 частиц/м³ | Лазерный счетчик частиц |
| Скорость вентиляции | 0,3-0,5 м/с | Анемометр |
| Интенсивность света | <500 люкс | Измеритель освещенности |
Передовые технологии обработки поверхности
- Химическая обработка: Изопропиловый спирт (IPA) необходимо оставить на 3 минуты, чтобы он испарился после протирки (рекомендация 3M в техническом документе)
- Физическое лечение: Используйте наждачную бумагу зернистостью 800-1200 для поперечного шлифования под углом 45° (увеличение удельной площади поверхности на 30%)
- Плазменная обработка: Оборудование промышленного класса позволяет увеличить поверхностную энергию до 72 мН/м

3. Операция скрепления
Дерево решений по выбору клея
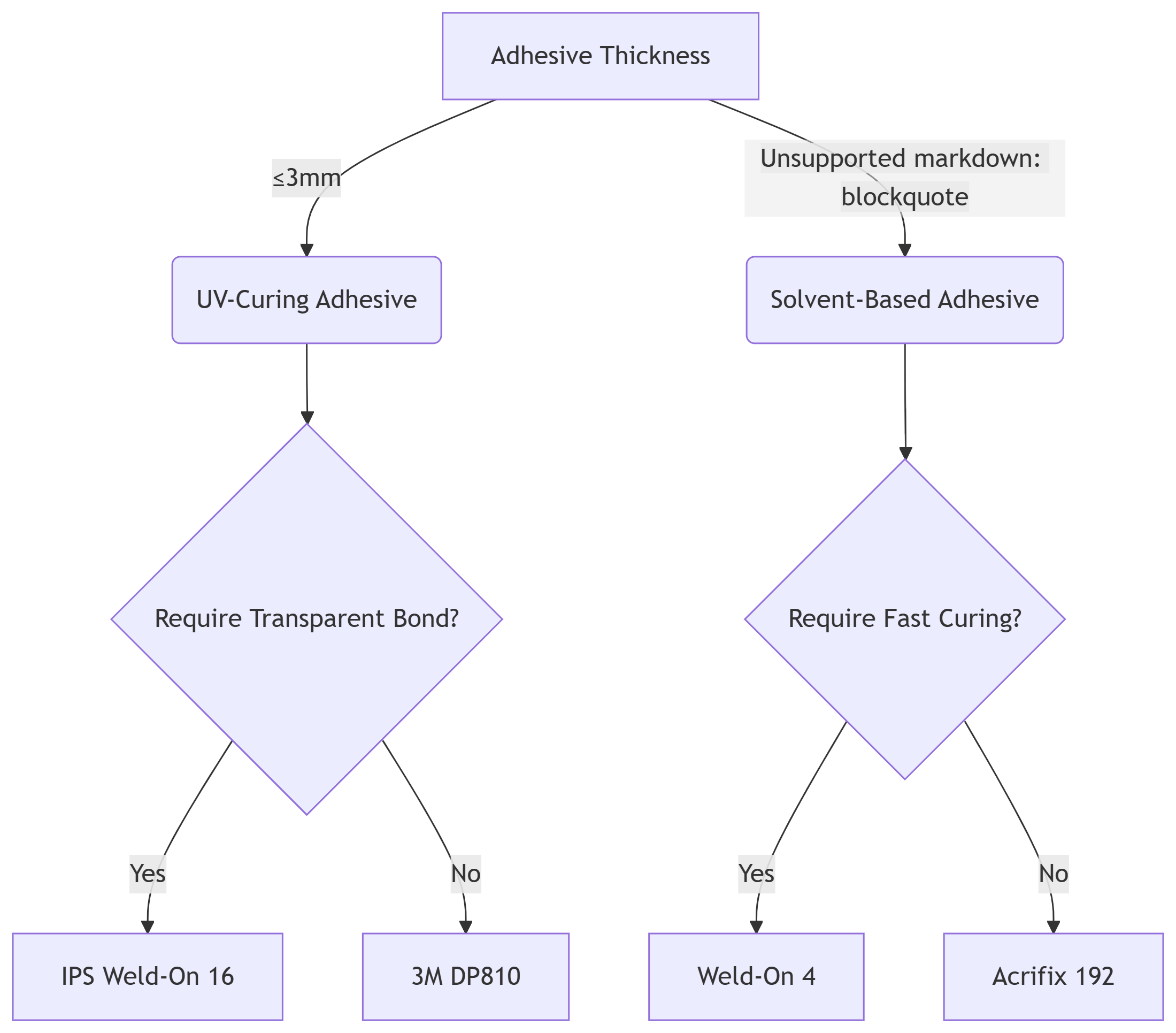
Шестиступенчатый метод прецизионного впрыска
- Используйте прецизионную иглу 27G (внутренний диаметр 0,2 мм).
- Поддерживайте угол впрыска 45°
- Скорость потока 0,1 мл/с
- Сформируйте непрерывную клеевую линию "бисерная цепочка".
- Приложите давление 0,2-0,3 Н/см²
- Поддерживайте состояние под давлением в течение 120-180 секунд
4. Контроль качества
Трехмерный мониторинг процесса отверждения
- Измерение времени: Установите кривую прогресса отверждения (см. документ MSDS по клею)
- Измерение температуры: Используйте инфракрасный тепловизор для наблюдения за экзотермической реакцией
- Измерение напряжения: Применяйте тензометрический датчик для обнаружения изменений внутреннего напряжения
Профессиональное тестирование по шести показателям
- Испытание на прочность при сдвиге (ASTM D1002)
- Тест на пропускание (спектрофотометр)
- Испытание на устойчивость к погодным условиям (прибор для ускоренного старения QUV)
- Испытание на ударопрочность (испытание на падение шарика)
- Стабильность размеров (лазерный дальномер)
- Химическая стойкость (тест на вытирание растворителем)
5. Решение распространенных проблем
Золотое правило для устранения пузырьков
- План профилактики: Используйте вакуумное оборудование для впрыска (степень вакуума ≤ 0,1 мбар)
- План ремонта: Метод шприцевой экстракции в сочетании с УФ-отверждением
- План действий в чрезвычайных ситуациях: Горячая игольчатая перфорация + полировка поверхности
Система предотвращения образования трещин под напряжением
- Контроль теплового напряжения: Используйте PID контроль температуры нагревательной плиты (скорость нагрева ≤ 3℃/мин)
- Устранение механических напряжений: Дизайн 5% гибкая структура буфера
- Химический баланс напряжений: Нанесите покрытие, рассеивающее напряжение (например, покрытие Evonik ACRYLITE® AR)
Часто задаваемые вопросы о склеивании акриловых листов
Какой клей лучше всего подходит для толстых акриловых листов?
Для листов >3 мм используйте клей на основе растворителя, например Weld-On 4.
Как удалить пузырьки воздуха во время склеивания?
Нагнетайте вакуум (≤0,1 мбар) или используйте тонкую иглу для извлечения.
Можно ли использовать суперклей для акрила?
Нет - цианоакрилат вызывает трещины под напряжением. Вместо него используйте клеи с УФ-отверждением.
Заключение: От ремесла к искусству
Технология склеивания акриловых материалов претерпевает изменения: от ориентированной на опыт до основанной на данных. Последние исследования Университета RWTH Aachen в Германии показывают, что использование визуального контроля с помощью искусственного интеллекта позволяет снизить уровень брака при склеивании до 0,03%. Практикам рекомендуется регулярно участвовать в сертификационных тренингах инженеров по склеиванию, проводимых ASM International, и обращать внимание на результаты последних исследований в International Journal of Adhesion and Adhesives. Помните: отличное склеивание - это не только победа технологии, но и глубокое понимание природы материалов. Контакт Акриловый лист Sanyu для получения дополнительной профессиональной информации.