-
Strefa rozwoju Xinqi, Leliu, Foshan, Guangdong
Metody cięcia akrylu: 7 profesjonalnych wskazówek, jak zwiększyć wydajność
Spis treści
Wprowadzenie
Szkło akrylowe stało się gwiazdą w dziedzinie dekoracji architektonicznych, produkcji przemysłowej itp. ze względu na jego doskonałe właściwości, takie jak przepuszczalność światła 92% i odporność na uderzenia, która jest 10 razy większa niż w przypadku zwykłego szkła. Jego łatwa obróbka pozwala entuzjastom majsterkowania i profesjonalnym producentom na tworzenie spersonalizowanych kreacji. Niniejszy artykuł systematycznie analizuje 7 głównych technologii cięcia i zawiera przewodnik bezpiecznej obsługi zweryfikowany przez autorytatywną organizację, aby pomóc w dokładnym opanowaniu tego podstawowego procesu.
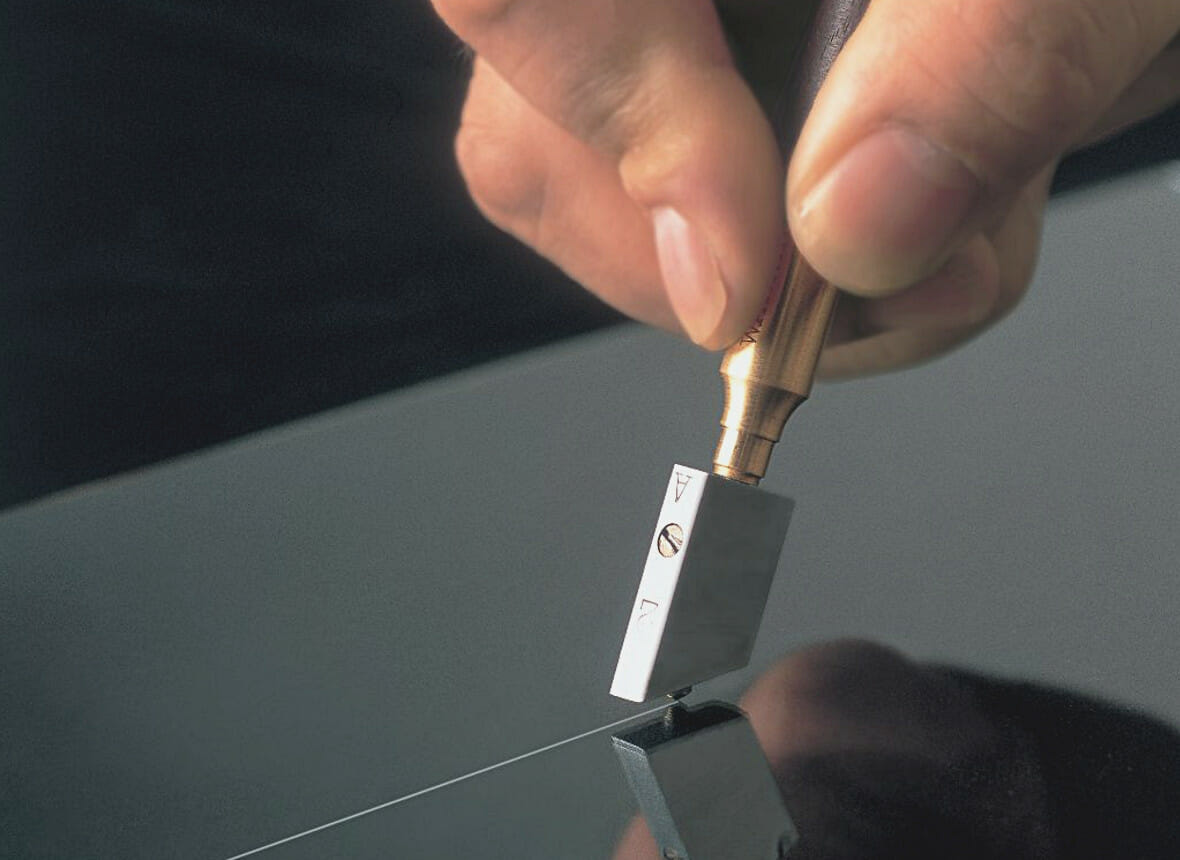
Metoda rysowania i łamania: ekonomiczne i wydajne rozwiązanie dla cienkich płyt
▶ Obowiązujące scenariusze: przezroczyste/kolorowe płyty o grubości ≤6 mm
Narzędzia podstawowe: nóż traserski ze stali wolframowej + metalowa linijka (zalecane są profesjonalne narzędzia Swann-Morton).
Punkty techniczne:
- Zasada dwustronnego trasowania: 1/8 głębokości po obu stronach w celu zapewnienia równomiernego rozkładu naprężeń
- Kontrola kąta 45°: utrzymuje narzędzie i płytę pod standardowym kątem (patrz norma testowa ASTM D5947).
- Odciążenie termiczne: użyj pistoletu na gorące powietrze, aby miejscowo podgrzać uszkodzoną sekcję do 60-80 ℃ (amerykańska Administracja Bezpieczeństwa i Higieny Pracy OSHA zaleca noszenie rękawic termoizolacyjnych).
Metoda cięcia piłą ręczną: nowoczesna interpretacja tradycyjnego rzemiosła
Wybór narzędzia:
- Japońska piła ręczna IRWIN 18TPI o drobnych zębach (odpowiednia do płyt ≤10 mm)
- Szwedzka piła Bahco 14TPI o zmiennej podziałce (obsługa płyt o grubości 12-20 mm)
Zaawansowane umiejętności:
- Tłumienie drgań: taśma dwustronna + przyssawka próżniowa do podwójnego mocowania (patrz niemiecki standard zacisków pneumatycznych Festo)
- Smarowanie cięcia: użyj profesjonalnego płynu do cięcia 3M 08946, aby zmniejszyć współczynnik tarcia o więcej niż 30%.
- Korekta kąta: pauza co 10 cm w celu sprawdzenia przesunięcia ścieżki piły i dostosowania kierunku posuwu na czas.

Precyzyjne sterowanie piłami łukowymi: droga do uzyskania złożonych kształtów
Konfiguracja sprzętu:
- Bosch GST 65BE - pilarka do łuków z prowadzeniem laserowym
- Specjalny brzeszczot Festool T101AO z krawędzią antytopieniową
Kluczowe parametry:
- Regulacja prędkości: 6000-8000 obr/min (niska wartość dla grubych płyt)
- Prędkość posuwu: 15-25 cm/min (patrz biała księga techniczna Makita)
- Rozwiązanie chłodzące: sprężone powietrze + rozpuszczalny w wodzie system chłodzenia (zgodny z normami ochrony środowiska ISO 14000)
Optymalizacja systemu pił taśmowych: rozwiązanie do obróbki przemysłowej
Wybór sprzętu:
- Włoska piła taśmowa MEP MS-260NC CNC (dokładność cięcia ±0,1 mm)
- Brzeszczot bimetaliczny Lenox Diemaster 2 (kombinacja zębów zgrubnych 3TPI i drobnych 6TPI)
▶ Innowacje procesowe:
- Zarządzanie trocinami: zintegrowany system odsysania podciśnieniowego (wydajność zwiększona przez 40%)
- Kontrola odkształceń termicznych: Technologia wstępnego dokręcania ceramicznej płyty grzejnej PTC (naprężenia termiczne zredukowane przez 65%)
- Monitorowanie cięcia: zintegrowany termometr na podczerwień zapewniający informacje zwrotne w czasie rzeczywistym na temat temperatury powierzchni cięcia (interfejs danych zgodny ze standardem OPC UA)
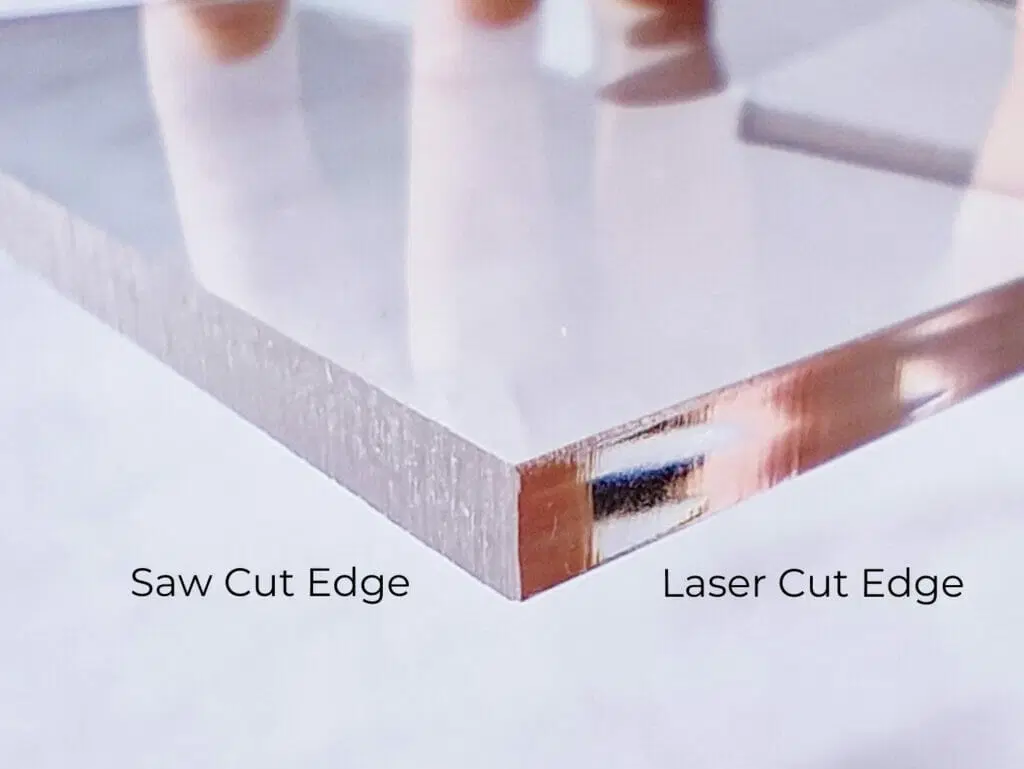
Technologia cięcia laserowego: najlepsze rozwiązanie do obróbki precyzyjnej
Parametry sprzętu:
- Laser światłowodowy TRUMPF TruLaser 5030 (moc 3000 W)
- Gaz pomocniczy: azot o wysokiej czystości 99,99% (wartość zamglenia powierzchni cięcia ≤5%)
▶ Przełom w procesie:
- Optymalizacja parametrów: Dysza 0,8 mm + kombinacja ciśnienia powietrza 1,5 bara (prędkość cięcia zwiększona o 25%)
- Kontrola ostrości: dynamiczny system regulacji osi Z (wahania szerokości cięcia ≤ 0,02 mm)
- Oczyszczanie spalin: czterostopniowy system filtracji (spełniający normy emisji EPA Tier4)
System ochrony bezpieczeństwa: specyfikacje operacyjne, których nie można zignorować
Ochrona osobista:
- Maska pełna 3M 6800 + pochłaniacz z filtrem gazowym 60926
- Rękawice antyprzecięciowe Ansell 37-155 (zgodne z normą EN388)
Kontrola środowiska:
- Wymagania dotyczące wentylacji: ≥15-krotna wymiana powietrza na godzinę (patrz normy higieny przemysłowej ACGIH)
- Ochrona elektrostatyczna: zainstaluj jonową listwę wiatrową Simco IonStorm XC3
- Utylizacja odpadów: klasyfikowany system zbierania odpadów (certyfikat RoHS 2.0)
Wykańczanie powierzchni: przekształcanie produktów z surowych w wysokiej jakości
Proces polerowania:
- Polerowanie zgrubne: 320#→600# polerowanie ciągłe taśmą diamentową
- Dokładne polerowanie: pasta polerska z tlenkiem ceru + tarcza wełniana (chropowatość powierzchni Ra≤0,01μm)
- Polerowanie płomieniowe: natychmiastowa obróbka płomieniem mieszanym propan/tlen (czas trwania ≤0,5 sekundy)
Kontrola jakości:
- Użyj miernika chropowatości powierzchni Mitutoyo do analizy ilościowej
- Przejście standardowego testu przepuszczalności ASTM D1003
Najczęściej zadawane pytania dotyczące cięcia arkuszy akrylowych
Jak ograniczyć pękanie krawędzi podczas cięcia piłą ręczną?
Wybierz piłę ręczną o drobnym uzębieniu 18TPI (taką jak japońska IRWIN), nasmaruj płynem do cięcia 3M i użyj przyssawki próżniowej do zamocowania płyty, aby zmniejszyć wibracje.
Jak uniknąć stopienia akrylu podczas cięcia piłą krzywoliniową?
Kontrolować prędkość obrotową na poziomie 6000-8000 obr/min, stosować chłodziwo rozpuszczalne w wodzie i utrzymywać prędkość posuwu na poziomie 15-25 cm/min (patrz parametry techniczne Makita).
Jak wysoka może być dokładność cięcia laserowego?
Sprzęt TRUMPF TruLaser 5030 może osiągnąć dokładność ±0,02 mm, a fluktuacja szerokości rzazu wynosi ≤0,02 mm (musi być dopasowana do wspomagania azotem 99.99%).
Jak szybko wypolerować i przywrócić przezroczystość po cięciu?
Najpierw użyj taśmy ściernej 320#→600# do polerowania zgrubnego, a następnie użyj pasty polerskiej z tlenku ceru + tarczy wełnianej do polerowania dokładnego lub natychmiastowej obróbki płomieniem propanowym (≤0,5 sekundy).
Wnioski
Od tradycyjnego rękodzieła po inteligentne cięcie laserowe - technologia obróbki akrylu przechodzi rewolucyjne zmiany. Wybierając rozwiązanie do cięcia, należy wziąć pod uwagę trzy czynniki: grubość materiału, dokładność obróbki i opłacalność. W przypadku małych i średnich potrzeb w zakresie obróbki zaleca się stosowanie metody łamania linii w połączeniu z polerowaniem mechanicznym; w przypadku produkcji masowej preferowany jest sprzęt do cięcia laserowego wyposażony w system MCT CNC.
Jako lider branży posiadamy certyfikat ISO 9001, Sanyu Acrylic oferuje kompletną linię produktów od ultracienkich płyt o grubości 1 mm do płyt o grubości inżynieryjnej 20 mm i jest wyposażona w niemieckie centrum cięcia laserowego TRUMPF, aby sprostać różnym niestandardowym potrzebom. Odwiedź stronę www.bestacrylicsheet.com, aby uzyskać bezpłatne próbki i rozwiązania techniczne.