-
広東省佛山市楽柳新奇開発区
アクリル切断方法:効率を高めるための7つのプロのヒント
目次
はじめに
アクリルガラスは、92%の光透過率や通常のガラスの10倍の耐衝撃性などの優れた特性により、建築装飾や工業生産などの分野でスター素材となっている。また、加工が容易なため、DIY愛好家や専門メーカーが個性的な創作を実現できる。本記事では、このコアな加工を正確にマスターするために、主要な7つの切断技術を体系的に分析し、権威ある機関によって検証された安全な操作ガイドが付属しています。
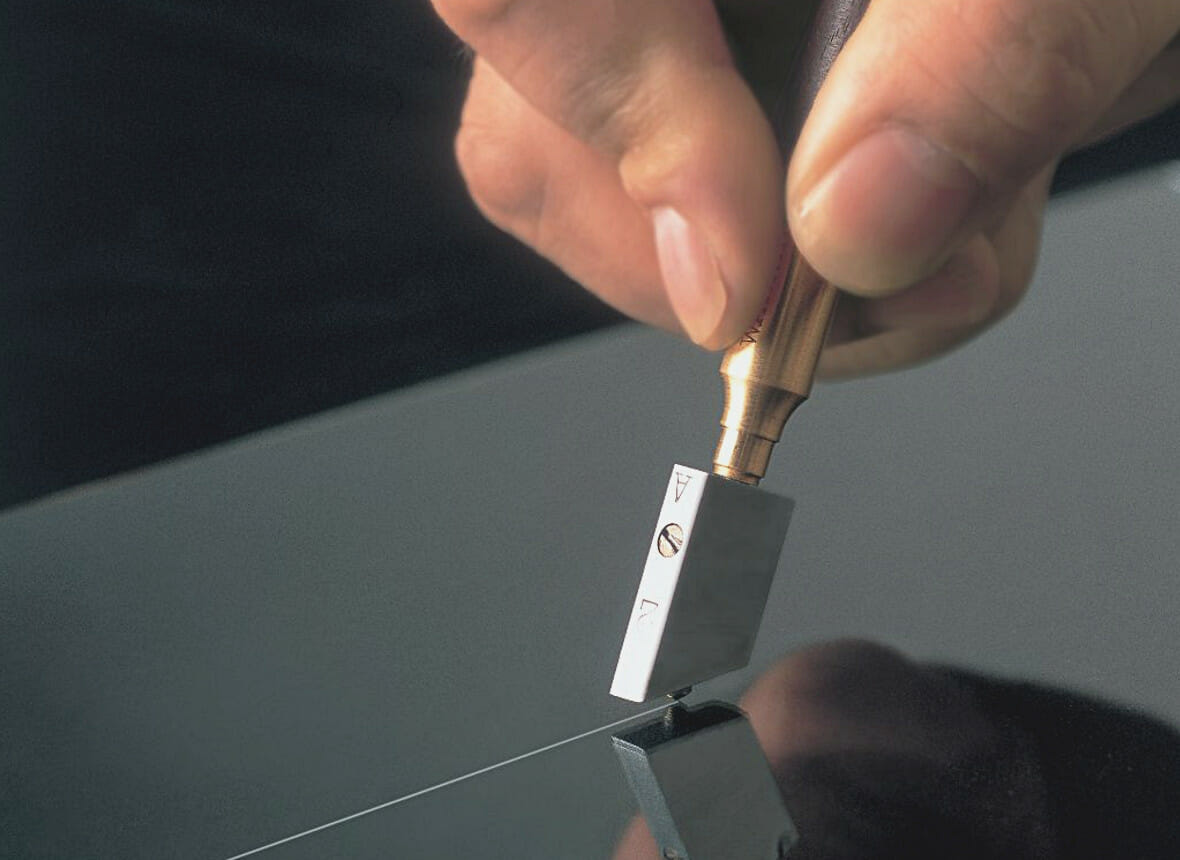
スクライビングとブレーキング法:経済的で効率的な薄板ソリューション
適用範囲:厚さ6mm以下の透明/色板
コアツール:タングステン鋼スクライビングナイフ+金属製定規(スワン・モートンのプロ用ツールを推奨)
技術的なポイント
- 両面スクライビングの原理:均一な応力分布を確保するため、両面に1/8の深さ
- 45°角度制御:工具とプレートを標準的な角度に保つ(ASTM D5947試験規格参照)
- 熱応力の緩和:ホットエアガンを使い、60~80℃で破断部を局所的に加熱する(米国労働安全衛生局OSHAは、断熱手袋の着用を推奨している)。
手ノコ切断法:伝統工芸の現代的解釈
ツール選択:
- 日本製 IRWIN 18TPI 細目ハンドソー(10mm以下のプレートに適しています。)
- スウェーデン製バフコ14TPI可変ピッチソー(12~20mm厚板対応)
高度な技術:
- 振動抑制:両面テープ+真空吸盤の二重固定(ドイツFesto空気圧クランプ規格参照)
- 切削潤滑:3M 08946プロフェッショナル切削油を使用し、30%以上の摩擦係数を低減する。
- 角度補正:10cmごとに一時停止し、ソーパスのオフセットをチェックし、送り方向を適時調整します。

カーブソーの精密制御:複雑な形状を実現する道
機器構成:
- ボッシュ GST 65BE レーザーガイド式カーブソー
- フェスツール T101AO アンチメルトエッジ特殊鋸刃
主なパラメーター
- 回転数制御:6000~8000rpm(厚板用には低い値)
- 送り速度:15~25cm/min(マキタテクニカルホワイトペーパー参照)
- 冷却ソリューション:圧縮空気+水溶性クーラントの組み合わせシステム(ISO 14000環境保護基準に準拠)
バンドソーシステムの最適化:産業グレードの加工ソリューション
機器の選択:
- イタリア製MEP MS-260NC CNCバンドソー(切断精度±0.1mm)
- レノックス ダイマスター2 バイメタルソーブレード(3TPI粗歯/6TPI細歯コンビネーション)
プロセスの革新:
- おがくず処理:統合負圧吸引システム(40%で効率アップ)
- 熱変形制御:PTCセラミック発熱板プレタイトニング技術(65%により熱応力を低減)
- 切削モニタリング:赤外線温度計を内蔵し、切削面の温度をリアルタイムでフィードバック(データインターフェースはOPC UA規格に準拠)
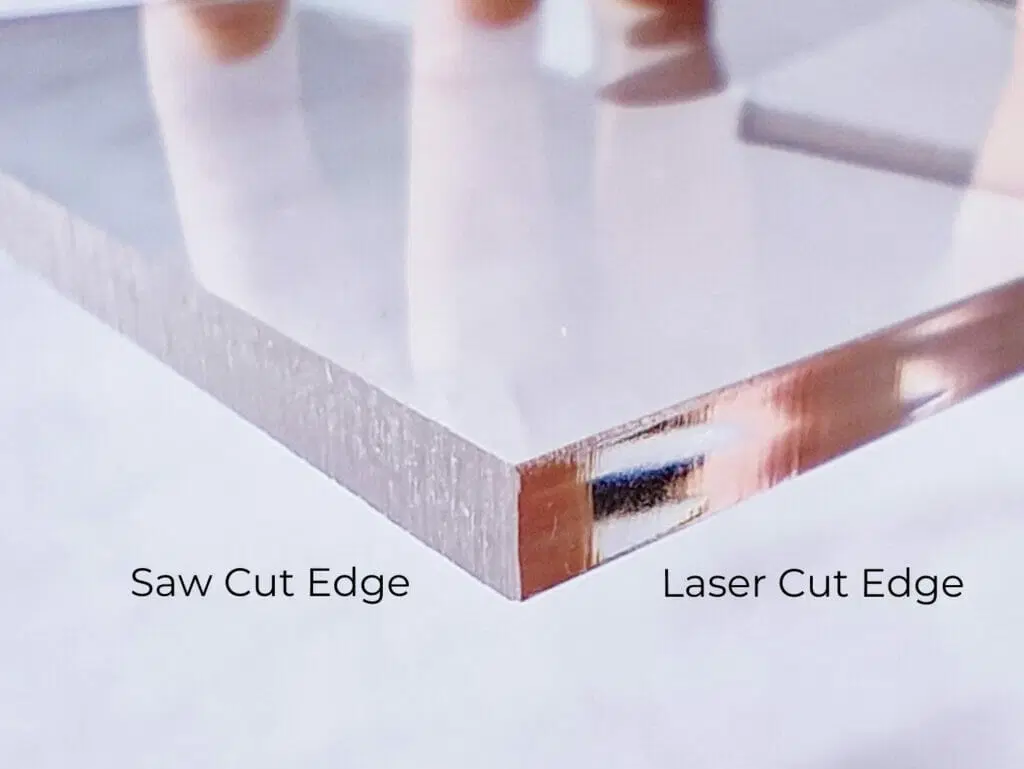
レーザー切断技術:精密加工のための究極のソリューション
機器パラメータ:
- TRUMPF TruLaser 5030 ファイバーレーザー(出力3000W)
- 補助ガス:99.99%高純度窒素(切断面ヘイズ値≦5%)
プロセスのブレークスルー:
- パラメータの最適化0.8mmノズル+1.5barエア圧の組み合わせ(25%による切削速度向上)
- フォーカス制御:ダイナミックZ軸調整システム(切断幅変動≤0.02mm)
- 排ガス処理:4段式フィルターシステム(EPA Tier4排出ガス規制適合)
安全保護システム:無視できない動作仕様
個人的な保護:
- 3M 6800フルマスク+60926ガスフィルターキャニスターコンビネーション
- アンセル37-155アンチカット手袋(EN388規格準拠)
環境制御:
- 換気要件:≥15回/時間の換気(ACGIH産業衛生基準を参照)
- 静電気保護:Simco IonStorm XC3イオンウィンドバーの取り付け
- 廃棄物処理:分類回収システム(RoHS 2.0認証取得)
表面仕上げ:粗製品から精巧な製品への転換
研磨工程:
- 粗研磨:320#→600#ダイヤモンドベルト連続研磨
- 精密研磨:酸化セリウム研磨ペースト+ウールホイールの組み合わせ(表面粗さRa≦0.01μm)
- 火炎研磨:プロパン/酸素混合火炎による瞬間処理(持続時間≤0.5秒)
品質検査:
- 定量分析にはミツトヨの表面粗さ計を使用
- ASTM D1003標準透過率試験に合格
アクリル板切断のよくある質問
手ノコで切断する際の刃割れを減らすには?
18TPIの細目ハンドソー(日本IRWINなど)を選び、3Mの切削液で潤滑し、振動を抑えるために真空吸盤でプレートを固定する。
カーブソーでカットする際にアクリルが溶けないようにするには?
回転数を6000~8000rpmに制御し、水溶性クーラントを使用し、送り速度を15~25cm/minに維持する(マキタの技術パラメータを参照)。
レーザー切断の精度はどこまで高いのか?
TRUMPF TruLaser 5030装置は±0.02mmの精度を達成することができ、カーフ幅の変動は≤0.02mmである(99.99%窒素アシストに合わせる必要がある)。
カット後に素早く研磨し、透明度を回復させるには?
まず、320#→600#研磨ベルトで粗研磨を行い、次に酸化セリウム研磨ペースト+ウールホイールで精研磨を行うか、プロパン火炎による瞬間処理(≤0.5秒)を行う。
結論
伝統的な工芸品からインテリジェントなレーザー切断まで、アクリル加工技術は革命的な変化を遂げている。切断ソリューションを選択する際には、材料の厚さ、加工精度、費用対効果の3つの要素を総合的に考慮する必要がある。中小規模の加工ニーズには、機械研磨と組み合わせたラインブレーキング法を推奨し、大量生産には、MCT CNCシステムを搭載したレーザー切断装置が好ましい。
ISO 9001の認証を受けた業界リーダーとして、 三友アクリル は、1mmの超薄板から20mmのエンジニアリング厚板までの完全な製品ラインを提供し、ドイツのTRUMPFレーザー切断センターを備え、様々なカスタマイズされたニーズに対応しています。無料サンプルと技術ソリューションを入手するには、www.bestacrylicsheet.com。