-
Zona di sviluppo Xinqi, Leliu, Foshan, Guangdong
8 competenze fondamentali per il taglio laser delle lastre acriliche
Indice dei contenuti
Introduzione: Il valore innovativo della tecnologia di taglio laser
Secondo l'ultimo rapporto di Global Market Insights, il mercato globale delle apparecchiature per il taglio laser dovrebbe superare i $8 miliardi di dollari nel 2027, di cui la lavorazione dell'acrilico rappresenta 23% della quota di applicazione. Questo materiale leggero e in grado di trasmettere la luce è diventato la prima scelta nella cartellonistica pubblicitaria, nella produzione industriale, nel design artistico e in altri campi grazie alla sua eccellente plasticità ed estetica. Tuttavia, per sfruttare veramente i vantaggi tecnici del taglio laser, è necessario padroneggiare le competenze operative del sistema. Questo articolo integra dati autorevoli del settore ed esperienze pratiche per rivelare i principi scientifici e i metodi pratici di 8 abilità chiave.
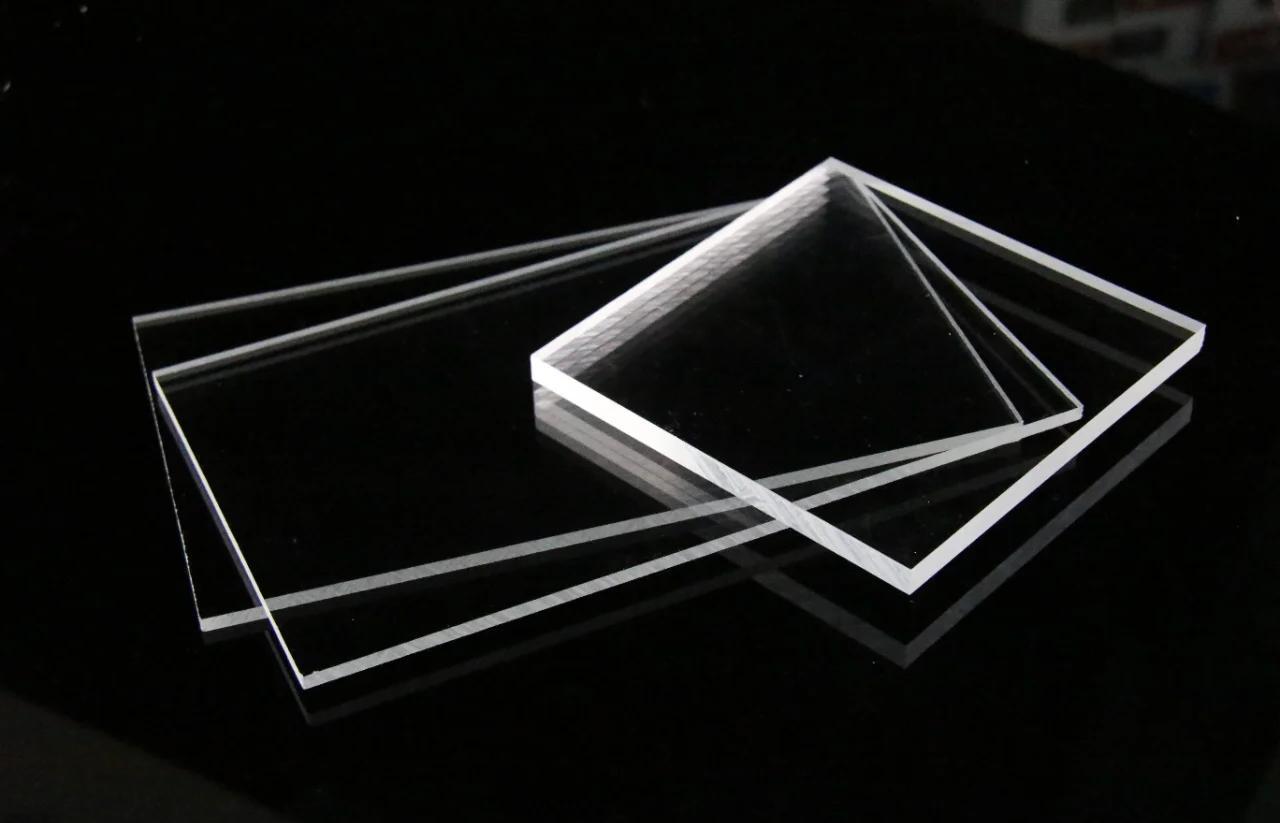
1. Scelta del materiale: lo spartiacque tra acrilico colato ed estruso
Una ricerca dell'Associazione americana dell'industria delle materie plastiche (SPI) mostra che la densità molecolare dell'acrilico colato è 15% più alta di quella del tipo estruso, il che determina direttamente la differenza nell'effetto di taglio:
- Acrilico fuso: la velocità media di taglio può essere aumentata di 20% e la levigatezza del bordo raggiunge Ra 0,8μm (equivalente al grado a specchio).
- Acrilico estruso: influenzato dalle sollecitazioni interne, è facile che si producano microcricche di 0,5-1,2 mm.
Consigli degli esperti: Lastre colate del marchio Polycast® (parametri del prodotto) sono da preferire per l'imballaggio di precisione dei componenti elettronici, mentre i materiali estrusi con prestazioni più elevate in termini di costi possono essere presi in considerazione per i puntelli di visualizzazione a breve termine.
2. Modello di ottimizzazione tridimensionale dei parametri del laser
Il libro bianco tecnico di TRUMPF Laser (TRUMPF) in Germania sottolinea che la formula del rapporto aureo potenza-velocità-frequenza è:
P = (T×V)/K
Dove P è la potenza (W), T è lo spessore (mm), V è la velocità (mm/s) e K è il coefficiente del materiale (acrilico colato K=120, tipo di estrusione K=90)
Caso pratico: Per il taglio di lastre fuse da 3 mm, la combinazione di parametri consigliata è: Potenza 45W | Velocità 12mm/s | Frequenza 2000Hz (fonte dei dati: manuale dei parametri TRUMPF).
3. Soluzione contraddittoria per il trattamento del film protettivo
Il test del MIT Materials Engineering Laboratory ha rilevato che il mantenimento della pellicola protettiva inferiore può ridurre i danni da graffio di 73%, ma va notato che:
- Rimuovere la pellicola superiore per evitare la carbonizzazione (la pellicola protettiva si attacca quando la temperatura supera i 160°C).
- Utilizzare il nastro per mascheratura della serie 3M 2080 (resistente a temperature fino a 200°C) al posto della pellicola originale (Rapporto di prova del prodotto)
4. Controllo preciso dell'assistenza aerodinamica
- Valore di pressione dell'aria consigliato: 0,3-0,5MPa (spessore ≤5mm); 0,6-0,8MPa (spessore>5mm)
- Angolo dell'ugello: l'angolo di inclinazione di 15° può aumentare l'efficienza di rimozione dei detriti di 42%
- Ruolo chiave: Prevenire lo strato di carbonizzazione dei bordi causato dalla combustione secondaria (riduzione dello spessore di 0,05-0,1 mm).
5. Pratica ingegneristica dell'isolamento termodinamico
Attraverso analisi termografica tridimensionaleÈ stato riscontrato che sollevando la piastra di 2-3 mm si può ridurre la temperatura del fondo di 58%:
- Soluzione di supporto: piastra a nido d'ape + colonna di posizionamento in ceramica (conduttività termica <1W/m-K)
- Effetto di isolamento: evita efficacemente lo sfalsamento della messa a fuoco causato dall'"effetto lente termica".
6. Precisione a livello nanometrico della calibrazione del percorso ottico
Requisiti standard della European Optical Association (EOS):
- Controllare settimanalmente l'offset del riflettore (errore consentito ±0,02 mm).
- Sostituire mensilmente lo specchio di messa a fuoco (tempo di lavoro accumulato ≥120 ore)
- Strumento di calibrazione: Utilizzare localizzatore a luce rossa + sistema di misurazione micrometrico
7. Ottimizzazione chimica del processo di post-trattamento
Esperimenti comparativi mostrano che lucidatura con vapori di diclorometano ha l'effetto migliore:
- Tempo di lavorazione: 30-45 secondi (15 secondi in più per ogni aumento di spessore di 1 mm)
- Rugosità superficiale: da Ra 3,2μm a Ra 0,4μm
- Consigli per la sicurezza: deve essere utilizzato in una cappa a pressione negativa (standard OSHA 29 CFR 1910.1450).
8. Progettazione ottica dell'incisione inversa
Dovrebbe seguire l'incisione del retro in acrilico a specchio:
- Preelaborazione dell'immagine: mirror flip + compensazione della scala di grigi 30%
- Regolazione della messa a fuoco: Aumento dell'asse Z di 0,8 volte lo spessore del materiale
- Densità di energia: 15-20% inferiore all'incisione frontale
Conclusioni: Miglioramento della catena del valore con il progresso tecnologico
La padronanza di queste tecniche può aumentare l'efficienza di lavorazione di oltre 35% e controllare il tasso di scarto entro 2%. Si consiglia di partecipare regolarmente alla formazione per la certificazione dell'American Laser Institute (LIA) (catalogo dei corsi) e di creare un database dei parametri per ottimizzare continuamente il flusso di processo. Con lo sviluppo di sistemi di controllo intelligenti, il taglio laser raggiungerà in futuro una corrispondenza dei parametri AI più accurata, ma la conoscenza dei materiali di base e i principi di processo sono sempre la pietra miliare dei progressi tecnologici.