-
Xinqi Development Zone, Leliu, Foshan, Guangdong, Guangdong
Akril Vágási Módszerek: 7 Profi Tipp a Hatékonyság Növeléséhez
Tartalomjegyzék
Bevezetés
Az akrilüveg az építészeti dekoráció, az ipari gyártás stb. területén sztáranyaggá vált, mivel kiváló tulajdonságai, mint például a 92% fényáteresztő képesség és az ütésállóság 10-szerese a közönséges üvegnek. Könnyű feldolgozási jellemzői lehetővé teszik a barkácsolók és a professzionális gyártók számára a személyre szabott alkotás megvalósítását. Ez a cikk szisztematikusan elemzi a 7 főáramú vágási technológiát, és egy tekintélyes szervezet által ellenőrzött biztonságos üzemeltetési útmutatót tartalmaz, hogy segítsen pontosan elsajátítani ezt az alapvető folyamatot.
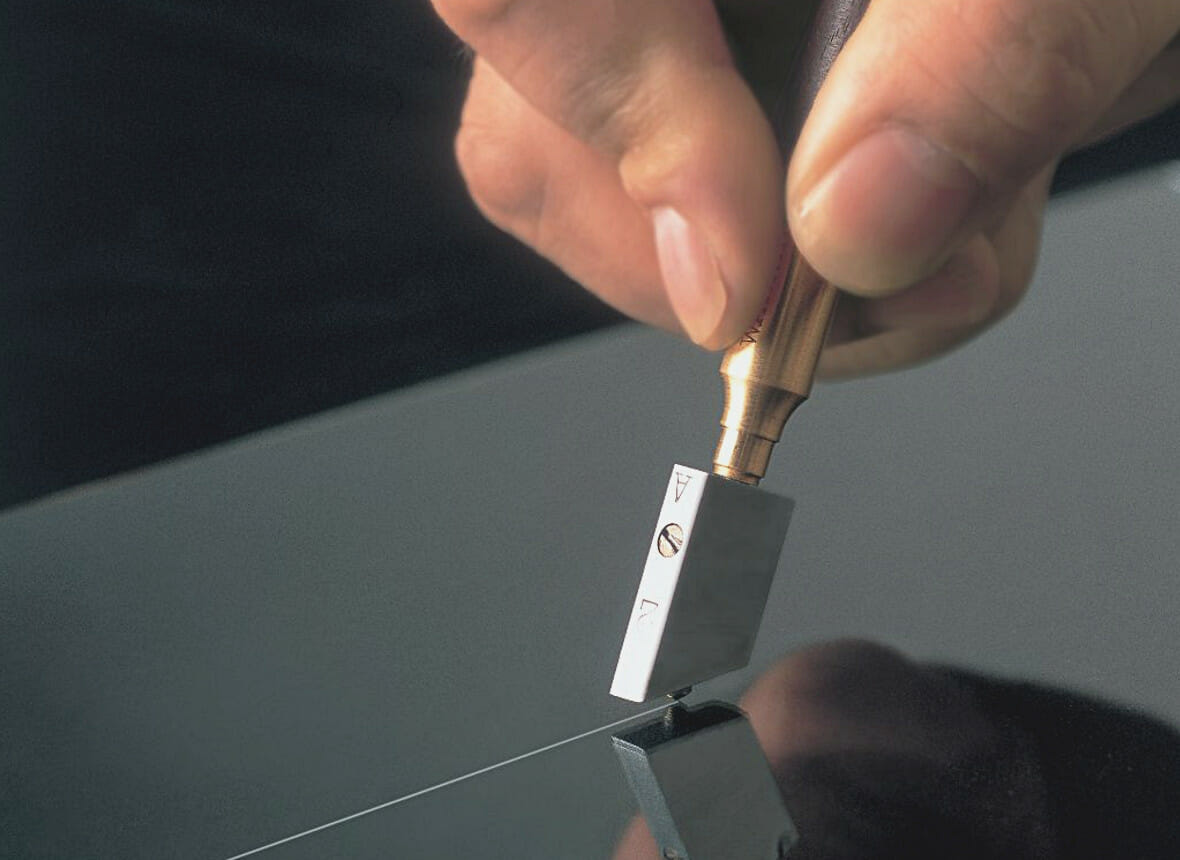
Ritzelési és törési módszer: gazdaságos és hatékony vékonylemezes megoldás
▶ Alkalmazható forgatókönyvek: átlátszó/színű lemezek ≤6mm vastagsággal
▶ Magszerszámok: wolframacél vésőkés + fém vonalzó (Swann-Morton professzionális szerszámok ajánlottak)
▶ Műszaki pontok:
- Kétoldalas karcolás elve: 1/8 mélység mindkét oldalon az egyenletes feszültségeloszlás biztosítása érdekében
- 45°-os szögszabályozás: a szerszámot és a lemezt szabványos szögben kell tartani (lásd az ASTM D5947 vizsgálati szabványt).
- Termikus feszültségcsökkentés: forrólevegő-pisztollyal helyileg melegítse fel a törött részt 60-80 ℃-on (az USA Munkahelyi Biztonsági és Egészségvédelmi Hivatala, az OSHA hőszigetelő kesztyű viselését ajánlja).
Kézifűrészes vágási módszer: a hagyományos kézművesség modern értelmezése
▶ Eszköz kiválasztása:
- Japán IRWIN 18TPI finom fogazású kézifűrész (≤10 mm-es lemezekhez alkalmas)
- Svéd Bahco 14TPI változó osztású fűrész (12-20 mm vastag lemezek kezelése)
▶ Haladó készségek:
- Rezgéscsillapítás: kétoldalas ragasztószalag + vákuumos szívócsésze a kettős rögzítéshez (lásd a német Festo pneumatikus bilincsszabványt).
- Vágási kenés: használjon 3M 08946 professzionális vágófolyadékot, hogy a súrlódási együtthatót több mint 30%-vel csökkentse.
- Szögkorrekció: 10 cm-enként szünet a fűrészpálya eltolódásának ellenőrzésére és a menetirány időben történő beállítására.

Az íves fűrészek precíziós vezérlése: az összetett formák elérésének útja
▶ A berendezés konfigurációja:
- Bosch GST 65BE lézervezérlésű ívfűrész
- Festool T101AO olvadásgátló élű speciális fűrészlap
▶ Főbb paraméterek:
- Sebességszabályozás: 6000-8000rpm (alacsony érték vastag lemezek esetén)
- előtolási sebesség: 15-25 cm/perc (lásd a Makita műszaki fehér könyvét)
- Hűtési megoldás: sűrített levegő + vízben oldódó hűtőfolyadék kombinált rendszer (az ISO 14000 környezetvédelmi szabványoknak megfelelően)
Szalagfűrészrendszer optimalizálása: ipari minőségű megmunkálási megoldás
▶ A berendezések kiválasztása:
- Olasz MEP MS-260NC CNC szalagfűrész (vágási pontosság ±0,1mm)
- Lenox Diemaster 2 bimetál fűrészlap (3TPI durva fogazat/6TPI finom fogazat kombináció)
▶ Folyamatinnováció:
- Fűrészpor-kezelés: integrált negatív nyomású szívórendszer (a 40% által megnövelt hatékonyság)
- Hődeformáció-szabályozás: (65% által csökkentett hőfeszültség): PTC kerámia fűtőlemez előfeszítési technológia (65% által csökkentett hőfeszültség).
- Vágásfelügyelet: beépített infravörös hőmérő a vágási felület hőmérsékletéről valósidejű visszajelzéshez (az adatinterfész megfelel az OPC UA szabványnak).
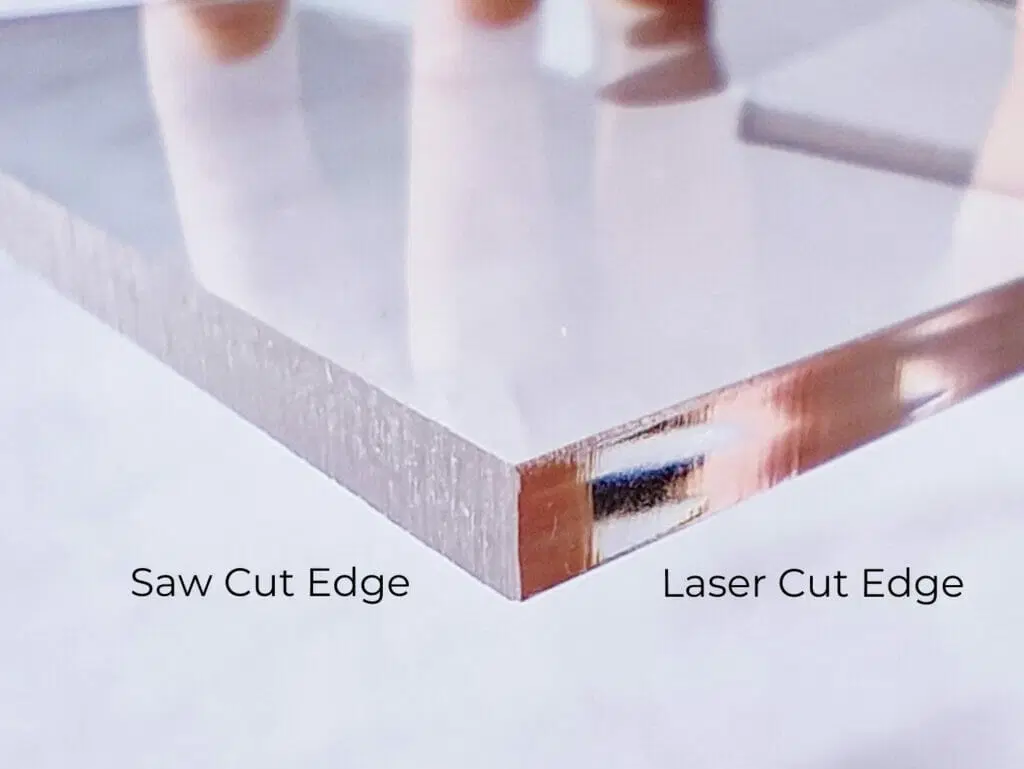
Lézervágási technológia: a végső megoldás a precíziós megmunkáláshoz
▶ Berendezési paraméterek:
- TRUMPF TruLaser 5030 szálas lézer (teljesítmény 3000W)
- Segédgáz: 99,99% nagytisztaságú nitrogén (vágási felület fátyolossági értéke ≤5%)
▶ Folyamatos áttörés:
- Paraméter-optimalizálás: fúvóka + 1,5bar légnyomás kombináció (a vágási sebességet 25% növelte)
- Fókuszvezérlés: dinamikus Z-tengely beállítási rendszer (vágási szélesség ingadozás ≤ 0,02 mm)
- Kipufogógáz-kezelés: négyfokozatú szűrőrendszer (megfelel az EPA Tier4 kibocsátási előírásoknak)
Biztonsági védelmi rendszer: nem figyelmen kívül hagyható üzemeltetési előírások
▶ Személyes védelem:
- 3M 6800 teljes maszk + 60926 gázszűrő tartály kombinációja
- Ansell 37-155 vágásgátló kesztyű (megfelel az EN388 szabványnak)
▶ Környezeti ellenőrzés:
- Szellőzési követelmények: ≥15-szörös/órás levegőcsere (lásd az ACGIH ipari higiéniai szabványait).
- Elektrosztatikus védelem: telepítse a Simco IonStorm XC3 ionszélsort
- Hulladékkezelés: osztályozó gyűjtőrendszer (RoHS 2.0 tanúsítvánnyal)
Felületkikészítés: a durva termékből finom termékké történő átalakítás
▶ Polírozási folyamat:
- Durva polírozás: 320#→600# gyémánt szalag folyamatos polírozás
- Finompolírozás: cérium-oxid polírozó paszta + gyapjúkorong kombináció (Ra≤0,01μm felületi érdesség).
- Lángpolírozás: propán/oxigén vegyes láng azonnali kezelés (időtartama ≤0,5 másodperc)
▶ Minőségi ellenőrzés:
- Mitutoyo felületi érdességmérő használata mennyiségi elemzéshez
- Átmegy az ASTM D1003 szabványos áteresztőképességi teszten
GYIK az akril lemez vágásról
Hogyan csökkenthető az élrepedés kézifűrésszel történő vágáskor?
Válasszon egy 18TPI finom fogazású kézifűrészt (például a japán IRWIN), kenje be 3M vágófolyadékkal, és a rezgés csökkentése érdekében használjon vákuumos szívócsészét a lemez rögzítéséhez.
Hogyan kerüljük el az akril megolvadását íves fűrésszel történő vágáskor?
Szabályozza a fordulatszámot 6000-8000 fordulat/perc között, használjon vízben oldódó hűtőfolyadékot, és tartsa fenn a 15-25 cm/perc előtolási sebességet (lásd a Makita műszaki paramétereit).
Milyen nagy lehet a lézervágás pontossága?
A TRUMPF TruLaser 5030 berendezéssel ±0,02 mm pontosság érhető el, és a vágásszélesség ingadozása ≤0,02 mm (99.99% nitrogén asszisztenssel kell illeszteni).
Hogyan lehet gyorsan polírozni és visszaállítani az átláthatóságot vágás után?
Először használjon 320#→600# csiszolószalagot a durva polírozáshoz, majd használjon cérium-oxid polírozó pasztát + gyapjúkorongot a finom polírozáshoz, vagy propánlángos azonnali kezelést (≤0,5 másodperc).
Következtetés
A hagyományos kézművességtől az intelligens lézervágásig az akrilfeldolgozási technológia forradalmi változáson megy keresztül. A vágási megoldás kiválasztásakor három tényezőt kell átfogóan figyelembe venni: az anyagvastagságot, a feldolgozási pontosságot és a költséghatékonyságot. Kis és közepes méretű feldolgozási igények esetén a mechanikus polírozással kombinált vonaltörési módszer alkalmazása ajánlott; tömeggyártás esetén az MCT CNC rendszerrel felszerelt lézervágó berendezéseket részesítik előnyben.
Mint az ISO 9001 által tanúsított iparági vezető, Sanyu akril teljes termékcsaládot kínál az 1 mm-es ultravékony lemezektől a 20 mm-es mérnöki vastag lemezekig, és a különböző egyedi igények kielégítésére a német TRUMPF lézervágó központjával van felszerelve. Látogasson el a www.bestacrylicsheet.com weboldalra, ahol ingyenes mintákat és műszaki megoldásokat kaphat.